
In most cases, we are able to get a clean surface by degreasing & pickling process for effective alloy formation during the Hot Dip Galvanizing process. However, in certain cases where the material is highly rusted and/or in painted condition (specially in case of pipes), we need to blast clean with steel shots.
The standard grades of cleanliness for abrasive blast cleaning in accordance with BS EN ISO 8501-1 are:
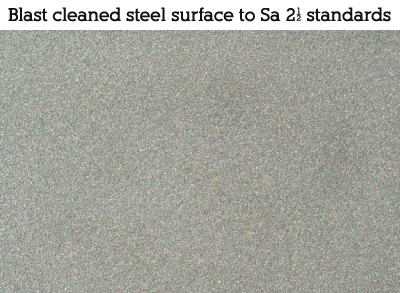
For Surface Preparation where Hot Dip Galvanizing is required, we normally blast to Sa 2½ standards.
The galvanized surface is cleaned with heavy duty thinner to remove any grime or oily patches adhered to the surface. Then fresh water wash is carried out and dried with pneumatic air. The surface is then carefully sweep blasted with salt free garnet to avoid any damage to the galvanized surface with a low pressure air jet. Surface is dusted off any garnet dust with high pressure air blast. Any uneven surface noticed after sweep blasting is then leveled manually with sand paper before application of primer.
Steel surface is blasted with salt free garnet (30-60 mesh size) maintaining an even texture. Then depending upon the customer’s requirement, either a Sa 2½ standard or Sa 3 standard is achieved with minimum surface profile of 50-70 microns. Requisite testex tape test and salt tests are carried out at random. Temperature and humidity controls as per relevant international codes are maintained and recorded. The surface primer coat is then applied within 4 hours.
